回流焊条件
1.应采用红外线或热风回流焊接,而不宜采用汽相加热回流焊接。
2.回流次数最多2次,请确保在第1次和第2次之间产品有足够的冷却时间。
3.从150 ℃至200℃的预热时间在180秒钟以内;电容器顶部温度超过217 ℃的焊接时间不得超过tL( 秒);电容器顶部的尖峰温度不超过TP(℃),在5℃范围内的实际尖峰温度不得超过tp(秒)。
回流焊曲线图:
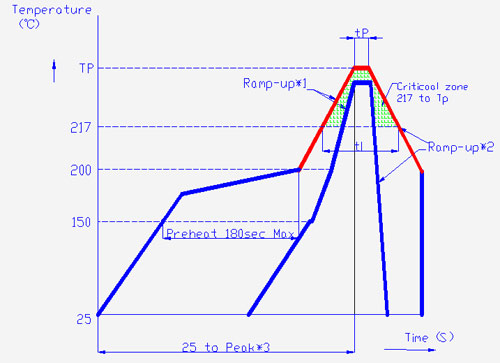
1.温度上升平均每秒钟最多3℃.
2.温度下降平均每秒钟最多6℃.
3.从25℃上升到尖峰温度时间最多8分钟。
温度和时间分类
|
Size
|
Thickness(mm)
|
Volume(mm3)
|
TP(℃)
|
tL(second)
|
tp(second)
|
|
Φ4~Φ6.3& Φ8*6.5L
|
≥2.5
|
<350
|
255±5
|
60
|
15
|
|
Φ8*10.5L
|
≥2.5
|
350~2000
|
245±5
|
60
|
15
|
|
Φ10*10.5L
|
≥2.5
|
350~2000
|
240±5
|
60
|
15
|

 腾讯微博
腾讯微博 新浪微博
新浪微博

